压铸模具的冷却系统设计与快速验证
在铝、镁合金压铸模和重力金属型铸造的模具中,冷却系统的设计也是一个关键。冷却系统,有时也被称为冷却管道或者冷却回路,是由一系列高导热的材料组成,其主要目的是通过直接热传导的方式,把热量从熔融的金属中带走,实现对模具温度的控制,以及通过定向冷却的方式,让铸件尽快冷却。
一个优秀的冷却系统,需要充分考虑铸件各部位的质量和厚度分布,在壁厚较大的区域也即是蕴积热量更多的局部,有针对性地提高传热能力,从而达到整体平衡。此外,应尽可能地使铸件冷却过程形成顺序凝固,即从进浇口最远端开始凝固,到流道入口,最后凝固到流道和料饼;否则,铸件内部将会形成“热节”,导致宏观缩孔缺陷。
由于生产效率高,同时具有良好的可操控性,高压铸造已经成为重要的铸造生产工艺。铸造过程包括三个重要的阶段:充型阶段、凝固阶段和冷却阶段。在这过程中,不仅充型阶段很关键,凝固和冷却阶段也很重要,因为它直接影响了生产效率和铸件的品质。一个优秀的冷却系统,可以大幅度减少冷却时间,提高铸造生产率,还可以最大限度地减少由于温度不均匀而导致的种种缺陷,例如热节、缩孔、残余应力不均、翘曲变形等。此外,它对模具寿命、产品的脱模等都有很重要的意义。
传统上,模具冷却系统设计仍然主要依靠设计师的经验和有限的知识积累。然而,随着铸件越来越复杂和更高效率的冷却要求,单靠经验的方式设计冷却系统,并不能确保获得最优设计和最恰当的参数。在本文中,我们借助于Cast-Designer软件,介绍一种全新的冷却系统设计方法和策略。
冷却系统概述和冷却管道的布局
如前所述,一个优秀的冷却系统,可以大幅度减少冷却时间,提高生产率。均匀的冷却能提高铸件的品质,减少残余应力和变形,保证产品尺寸精度和加工稳定性。
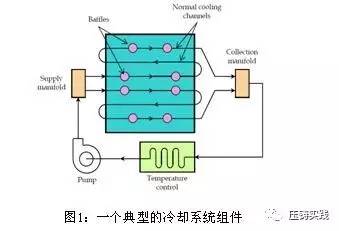
铸造冷却系统通常包括以下组件:
- 温度控制单元 Temperature controlling unit
- 泵 Pump
- 软管 Hoses
- 供给和回收装置 Supply and collection manifolds
- 模具中的冷却管道 Cooling channels in the mold
模具本身可以视为一个热交换器,把熔融金属的热量,通过循环的冷却媒介带走。
常见的冷却管道钻孔排布方式有并联式和串联式。
并联冷却管道
从冷媒供应歧管到冷媒收集歧管之间有多个流路。根据各冷却孔道流动阻力的不同,各冷却孔道的冷媒流动速率也不同,造成各冷却孔道不同热传效率,并联冷却孔道之间可能有着不均匀的冷却效应。
串联冷却管道
从冷媒供应歧管到冷媒收集歧管之间连接成单一流路,这是最常采用的冷却孔道排布方式。假如冷却孔道具有均匀的管径,可以将通过整个冷却系统的冷媒设计成所需的紊流,获得最有效率的热传。对于大型模具,可能需要多组串联冷却管道,才能获得模具的均匀冷却。
冷却管道设计
冷却系统设计必须考虑的几个基本原则:
管道的排布,均匀分布在金属的充型区,且要考虑对模具热平衡的影响;
当铸件壁厚均匀时,冷却管道与型腔距离尽量相等;当壁厚不均匀时,冷却水可合理设计靠近型腔加强冷却;
合理选择冷却水管接头位置,为了不影响操作,应设在模具的背面;
冷却管内的冷却介质流速必须达到紊流的状态,因为紊流的产生可以提高散热率。对于水性冷却液,紊流的产生和雷诺数(REYNOLDS NUMBER R)有关,此数必须超过3,500,才可以产生紊流的状态,以下是雷诺数的公式:
其中:ν--流速(m/s)
d --管道直径(m)
ρ--液体密度(kg/m3)
μm -- 液体的黏度系数
Cast-Designer中的冷却系统设计,完全基于CAD环境,可灵活、方便地建立任意复杂的冷却管道系统。

冷却管道的数据结构如下:
冷却系统列表:管理已建立的冷却管道,支持分组功能。例如,把动模侧和定模侧的冷却管道,分别指定为两个不同的组。程序自动显示冷却管道的总长度和表面积。也可以利用这个分类管理功能,设计不同的冷却水道方案。
详细数据表:该表格列出了每个组群中各分段的详细参数,包括位置坐标、长度、直径和方向。各段落均为独立的CAD几何体,除非用户执行布尔运算这样可以对其进行自动合并。
各分段的设计参数:这个区域显示了冷却管道各分段的设计参数。

此外,系统也提供另外一种建立冷却管道的方式,用户可通过描绘的特征线,以及横截面直径参数,直接建立三维冷却管道。

冷却管道计算器和在线分析
采用冷却管道计算器,设计师能根据实际工况计算冷却管道所需的总长度和总面积,以资达到热平衡。该计算器已经充分考虑了多个因数,其中包括的铸件重量、铸造合金、比热、浇铸温度、出模温度、生产效率、冷却管道直径、介质流速和热效率等。通过该计算器,可获得良好的热平衡条件。

在线冷却系统分析
对于设计好的冷却水道,如何评估其设计的优劣是非常重要的。数值模拟是现有比较成熟的冷却系统评估方法,如今,随着CAE技术的发展,硬件设备的提升,CAE分析软件越来越成为铸造模具开发过程中不可或缺的工具了。在模具生产与制造之前,最大限度地保障产品缺陷最少、生产效率最高、以及最好的品质。为了达到这些目的,需要反复的修改设计方案,再进行验证分析。
然而,采用数值模拟进行冷却水道评估时也会遇到巨大的挑战。
首先,数值模拟要求用户必须具备完整的三维造型数据,其中包括铸件、冷却管道、模具和浇铸系统等。但由于在概念设计的初期阶段,往往存在多个设计方案,这些方案都需要进行分析验证,建模是一项非常艰巨的任务。而且一旦方案被放弃,则这种工作几乎全部是浪费。
其次, 太长的分析时间。包含全套模具的分析需要很长的分析时间,特别是要考虑稳态模温的时候更是如此。
再次,分析的结果是综合的结果,无从知晓与冷却水道特别是某一水道的关联性。因此,即时进行了详细地分析,仍无法有的放矢。
为此,Cast-Designer引入了在线冷却系统分析的方法。这种方法是革命性的,能帮助设计师在设计的早期阶段,快速检查冷却管道设计的合理性。在三到五分钟之内,即可获得在线结果。针对这个方茜结果,用户可以进行即时的方案变更,而变更的结果也可以立等可取。这种效率的提升是显而易见的。
从技术上说,这种在线分析是非常独到的,且分析的内容和传统CAE分析是异曲同工的。该方法综合考虑了铸件的几何特征,冷却管道的数量和位置,还有热传递的影响。最终结果显示铸件和冷却管道之间的冷却效率,为设计师调整冷却管道的设计提供帮助。
下面通过一个实际的工业案例,体验一下在线冷却系统分析的工作流程和使用价值。

第一步:EMDI (铸件质量分布)分析
EMDI 的概念源于Geo-Designer里面的MDI,MDI的意思是Mass Distribution Index(质量分布指数),我们可以简单地理解为铸件的三维厚度分布。EMDI则是把铸件的三维厚度分布进行整理,直接用云图的模式显示在铸件表面上,且 EMDI没有单位,只有级别之分,级别数越大代表该处厚度也越大。在EMDI的计算过程中,系统会在后台自动生成一个分析网格。用户可自定义网格密度,更小的网格尺寸可以得到更精确的结果,但需要更多的CPU时间和资源。
待EMDI计算完成后,系统会采用另一个光顺的网格用云图直接显示EMDI的结果。所有的网格生成都是自动的,无需用户做任何干预。

EMDI 的结果数据非常容易读懂,且在冷却管道设计过程中意义重大。该数值直观地描述了铸件的厚度分布情况,数值越高的地方,代表越厚,数值越低,代表越薄。在冷却管道的设计过程中,我们总希望在铸件壁厚较大的区域,有更高的冷却效率,带走更多的热量以达到热平衡的状态,减少热节的产生。
第二步:快速冷却效率分析
快速冷却分析,主要用于冷却管道对铸件各部位的冷却效率评估。该效率可简单理解为热影响距离的函数。冷却管道直径越大,越靠近铸件,则冷却效率越高。对于有多条冷却管道的综合影响,此数据具有很高的参考性。

该指标直接反应了冷却管道的综合影响和冷却效率,数值越高的区域,代表更好的冷却效率,带走的热量越多,相反,数值越低的区域,代表较差的冷却效率,带走的热量越少。
第三步:冷却影响分析
在冷却管道的设计过程中,应该考虑在铸件壁厚越大的区域,设计越高的冷却效率,带走越多的热量,减少热节。现在,我们把EMDI的数据和快速冷却效率分析的数据结合在一起分析,其结果就是冷却影响分析。计算公式如下:
冷却影响结果 = 快速冷却效率因子 – K * EMDI
其中,EMDI的影响系数K可由用户自定义。
这种方法同时考虑了铸件的几何形状和冷却管道的冷却效率,最终结果对于冷却系统的设计非常有用。
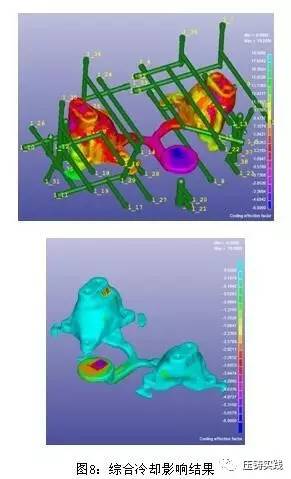
当我们把显示标尺调整到小于0.5的数值,即可发现冷却不足的位置,这些位置可能由于铸件壁厚过大而且没有足够的冷却效率。此时,我们需要调整冷却管道设计,获得更好的热平衡。例如,调整冷却管道跟铸件之间的距离,或者在这些冷却不足的位置上,添加更多的冷却管道。一般来说,一个热影响均匀的冷却系统设计,不单可以提升铸件的品质,而且可以延长模具的寿命。

当然,冷却管道也不足以解决所有的铸造缺陷,如由于铸件壁厚分布极其不平均而造成的缩孔,则需要寻找另外的解决方案。
结论与建议
本文介绍了一种新的冷却水道设计和在线分析的方法。这种方法能非常有效地应用在模具设计的前期阶段,通过对铸件的几何和初始的设计方案进行快速分析,给出直接而有效的设计指导。这种方法的操作非常便捷,效率是传统CAE方法的百倍以上。
分享我们:
点击右上角“…”按钮:分享到朋友圈,
或者:发送给朋友。让您的朋友也一起分享。
关注我们: