不可不知的齒輪加工11道工序

齒輪加工是一個極爲複雜的過程,只有通過運用正確的技術,才能使高效生產成爲可能,生產過程中的每個部分也都必須達到極爲精確的尺寸。
齒輪的加工週期中包括了普通車加工→滾齒加工→插齒加工→剃齒加工→硬車加工→磨齒加工→珩磨加工→鑽孔→內孔磨削→焊接→測量,爲這個過程配置合適的裝夾系統顯得尤爲重要,接下來我們就將介紹各項工藝中的齒輪裝夾系統。
一、普通車加工

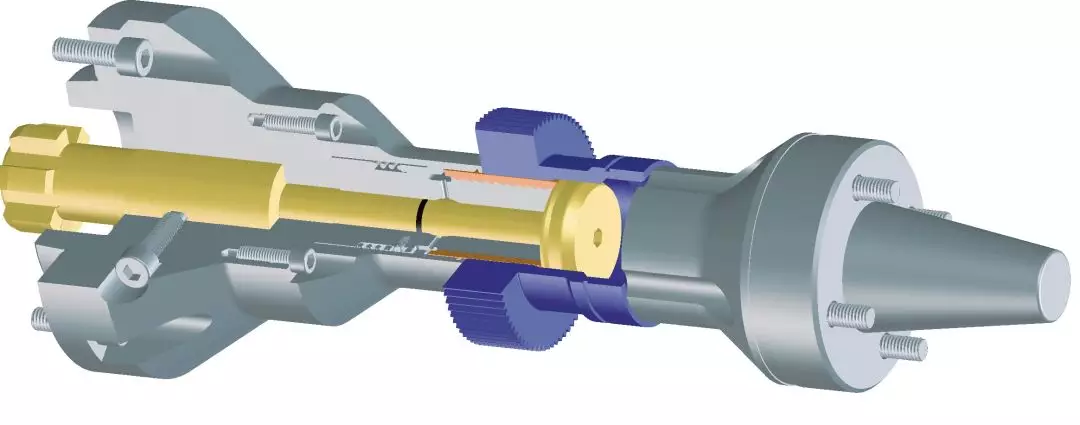
在普通車加工中,齒輪毛胚件通常被夾持在垂直或者水平的車削機牀上。對於自動夾持的夾具,絕大多數不需在主軸另一邊加裝輔助穩定裝置。

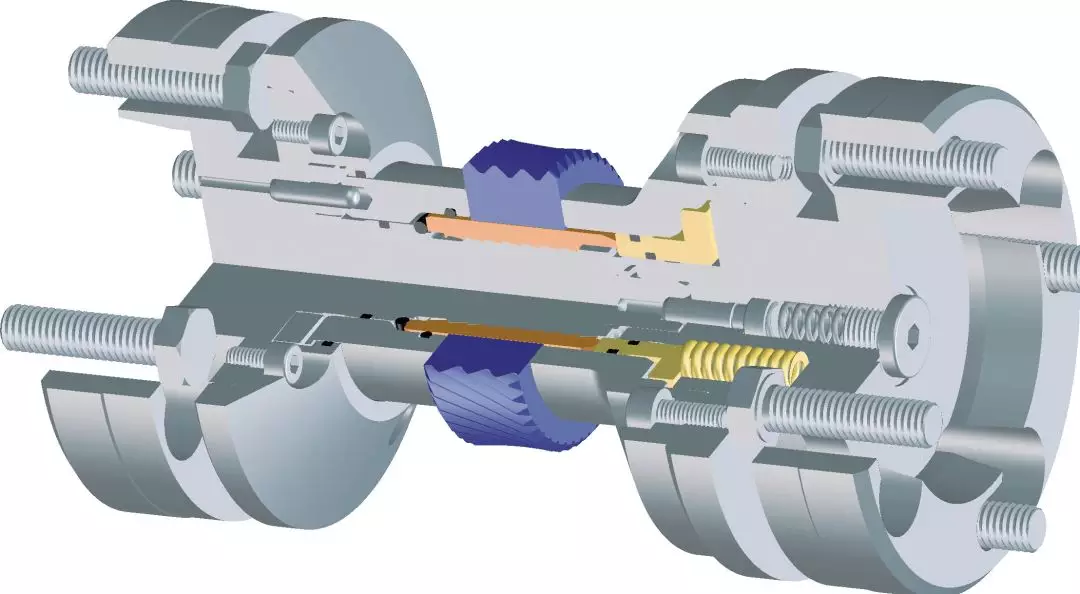
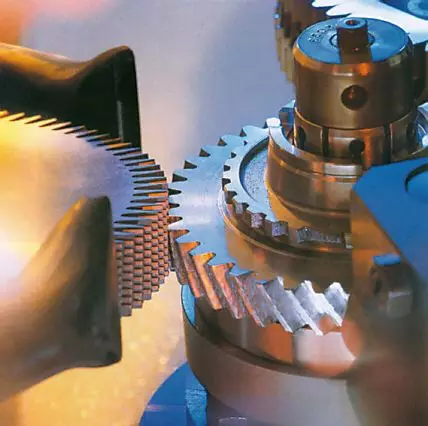
二、滾齒加工
因爲出衆的經濟性,滾齒加工是一種用於生產外齒輪,圓柱齒輪的切削工藝。滾齒加工不僅在汽車工業中,而且還在大型的工業變速器製造中被廣泛運用,但是前提是不會受到被加工工件的外輪廓的限制。


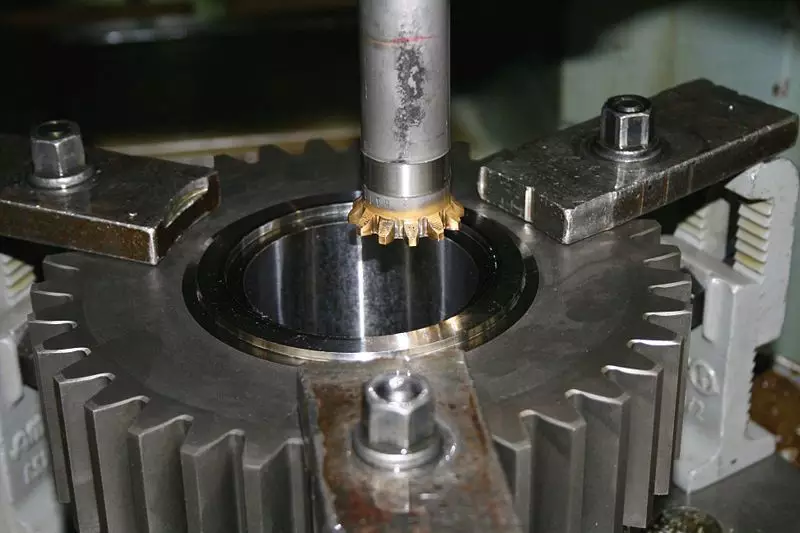
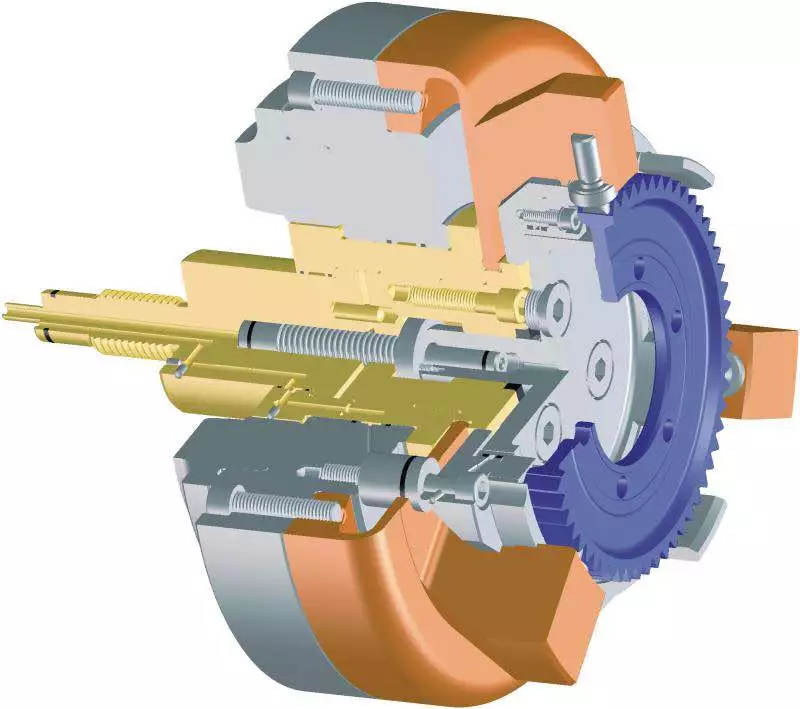
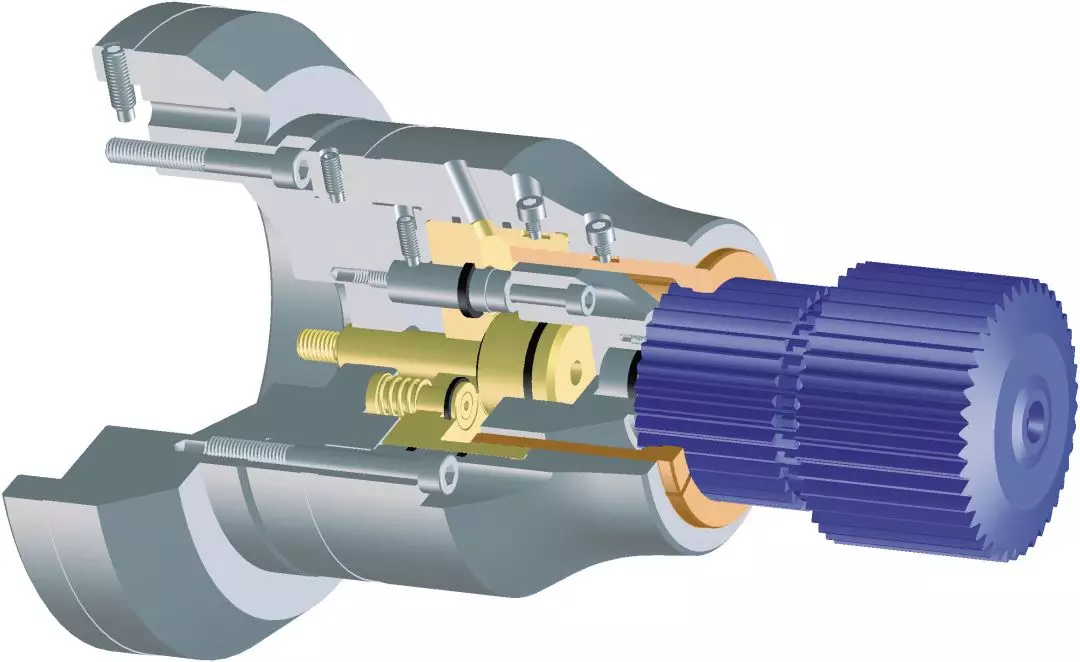
三、插齒加工
插齒這種加工齒輪的工藝,主要用在不能滾齒加工的情況下。這種加工方式主要被適用於齒輪的內齒加工,以及一些受結構干擾齒輪的外齒加工。

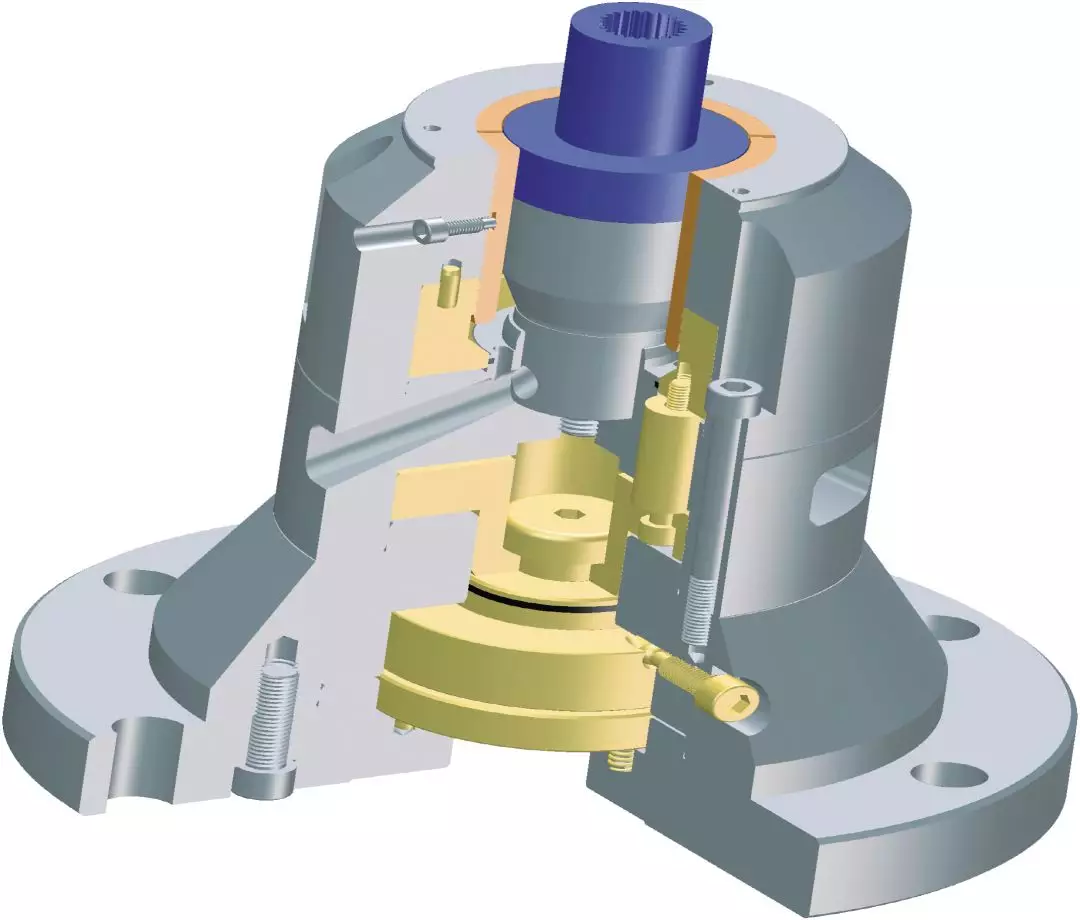
四、剃齒加工
剃齒加工是一種齒輪的精加工工藝,切削時帶有對應於齒輪齒形的刀身。這種工藝具有很高的生產經濟性,因此已經在工業中被廣泛運用。

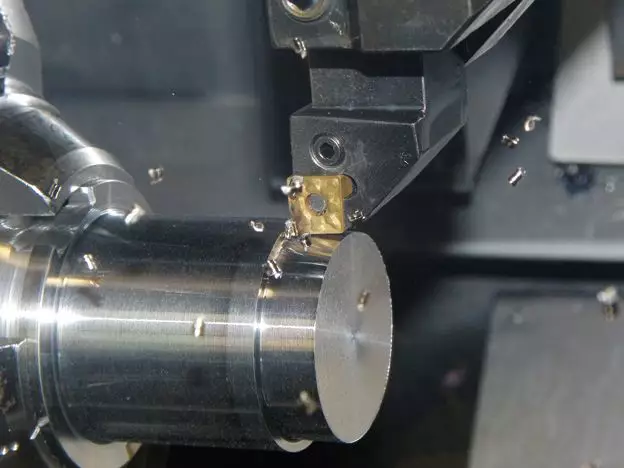
五、硬車加工
硬車加工使取代昂貴的研磨工藝成爲可能。爲了使其正常運行,系統的各個部分和加工部分相對應的連接在一起。選用正確的機牀和夾具、切削工具決定了車削效果的好壞。


六、磨齒加工
當今爲了成功達到齒輪生產中所必須的精度,在很多情況下,齒面的硬質精加工是必不可少的。在量產中,一種很經濟有效的加工方式。另一方面,類似於樣品加工,當使用可調節的研磨工具時,磨齒加工就會體現更大的靈活性。


至此以上已經介紹了齒輪從普通加工到精加工的過程和夾具系統示例,在此之後還需要進行最終精處理,以及鑽孔、測量等後續工序,它們又有哪些特點、需要使用何種夾具呢,請關注夾具俠的下一期介紹。








