圓度誤差、圓柱度誤差的測量
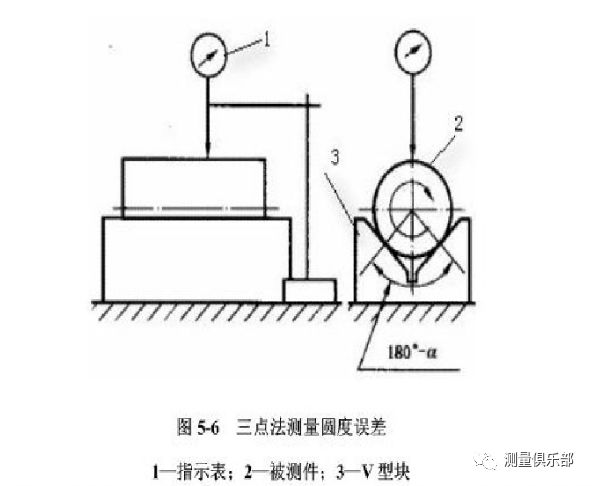
摘要:三點法測量圓度誤差的原理是將被測零件放在V形塊上,使其軸線垂直於測量截面,同時固定軸向位置,百分表接觸圓輪廓的上面,如圖5-6所示。將被測軸放置在a=90°(或72°)的V形塊上,如圖5-6所示,平穩移動百分表座,使表的測頭接觸被測軸,並垂直於被測軸線,轉動被測軸一週,記下百分表讀數的最大值與最小值,最大值與最小值之差的一半作爲該截面的圓度誤差。
請你思考
自行車是日常生活中比較常用的交通工具,假若自行車的車輪製成正三棱圓形狀,自行車是否還能正常行駛?

【問題提出】:
在機械製造中,經常會加工軸、套筒等迴轉體類零件,這些零件需要配合起來使用,這就要求不僅滿足尺寸精度要求,同時還要滿足形位精度要求,比如圖5-1所示的軸。當我們按照圖紙要求加工出該軸時,該軸的圓度誤差如何測量?測量數據如何處理?圓度是否合格如何判斷?

在生產中如何控制零件圓不圓呢?
圓度正是控制圓柱面、圓錐面得截面和球面零件任意截面圓的程度的指標;圓柱度則是控制圓柱面的圓度、素線直線度、軸線直線度等圓柱面得橫截面和縱截面的綜合誤差的指標。圓度誤差的近似測量方法有兩點和三點法,爲生產中常用的方法,操作也很簡單。
【背景信息】
從零件工作圖上可以看出,該軸圓度公差0.016,本案例測量圓度誤差,測得圓度誤差在公差範圍內,則圓度符合要求。
本案例用到量具:百分表、表座;實施場地:測量實驗室。
測量圖5-1所示的軸的圓度誤差,選取百分表、表座、V型塊。
【實施過程】
1.圓度公差
圓度公差屬於形狀公差,圓度誤差值不大於相應的公差值,則認爲合格。
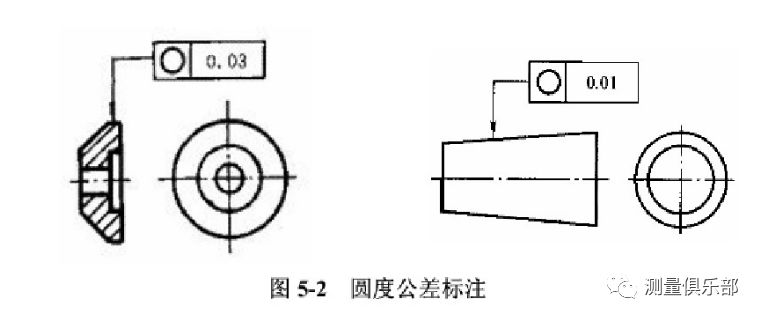
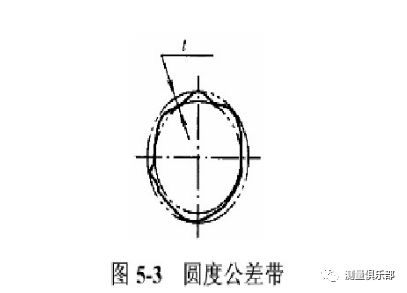
圖5-2所示,被測圓柱面和圓錐面的任一正截面上的圓周必須位於半徑差爲公差值0.03mm和0.01mm的兩同心圓之間,公差帶是在同一個正截面上,半徑差爲公差值t的兩同心圓之間的區域,如圖5-3所示。
圓度公差帶的特點是不涉及基準,公差帶無確定的方向和固定的位置(兩同心圓的圓心位置是浮動的)。公差帶的方向和位置隨相應實際要素的不同而浮動。
圓度誤差評定:
圓度誤差值用最小包容區域(簡稱最小區域)的寬度或直徑表示。最小區域是指包容被測實際要素,且具有最小寬度f或直徑Φf的區域。最小包容區的形狀與其相應的公差帶的形狀相同。
最小區域是根據被測實際要素與包容區域的接觸狀態來判別的。什麼樣的接觸狀態纔算符合最小條件呢?根據實際分析和理論證明,得出了各項形狀誤差符合最小條件的判斷準則。如圖5-4所示區域。評定圓度誤差時,包容區爲兩個同心圓之間的區域,實際圓應至少有內、外交替的四點與兩包容圓接觸,這個包容區就是最小包容區。

測量步驟:
兩點法和三點法測量圓度誤差是一般生產車間可採用的簡便易行的方法,它只需要普通的計量器具,如百分表或比較儀等。
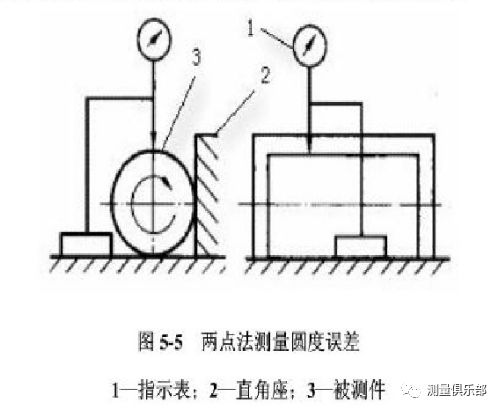
兩點法測量圓度誤差的原理是在垂直於被測零件軸線的橫截面內測量輪廓圓上各點的直徑,取其中最大直徑與最小直徑差的一半作爲該截面的圓度誤差。測量若干個截面,取幾個截面中最大的圓度誤差值作爲零件的圓度誤差,它適宜找出輪廓圓具有偶數棱的圓度誤差,如圖5-5所示。有時直接用遊標卡尺或千分尺進行兩點法測量。
三點法測量圓度誤差的原理是將被測零件放在V形塊上,使其軸線垂直於測量截面,同時固定軸向位置,百分表接觸圓輪廓的上面,如圖5-6所示。將被測零件迴轉一週,取百分表讀數的最大值與最小值之差,作爲該截面的圓度誤差。測量若干個截面,取其中最大的圓度誤差值作爲該被測零件的圓度誤差,它適宜用於找出輪廓圓具有奇數棱的圓度誤差。
在測量前,往往不知道被測量零件截面是偶數棱圓還是奇數棱圓,不便確定採用兩點法還是三點法,比較可靠的辦法是用兩點法測量一次和兩種三點法(V形塊支承夾角a=90°和120°或a=108°和72°)各測量一次,取三次所得誤差值中的最大值作爲零件的圓度誤差。
步驟1:擦淨被測軸,安裝百分表
如圖5-5所示,將被測軸擦淨後放在平板上,並緊靠直角座,使百分表的測頭接觸被測軸,並垂直於被測軸線。
步驟2:兩點法測量數據
轉動被測軸一週,百分表讀數的最大值與最小值之差的一半作爲該截面的圓度誤差。按同樣的方法,分別測量5個不同截面,取5個截面的圓度誤差中最大值作爲該被測軸的圓度誤差fd1º
步驟3:在a=90°的V型塊上,三點法測量
將被測軸放置在a=90°(或72°)的V形塊上,如圖5-6所示,平穩移動百分表座,使表的測頭接觸被測軸,並垂直於被測軸線,轉動被測軸一週,記下百分表讀數的最大值與最小值,最大值與最小值之差的一半作爲該截面的圓度誤差。按同樣方法,分別測量被測軸上5個不同截面,取5個截面的圓度誤差中最大值作爲該被測軸的圓度誤差fd2º。
步驟4:在a=120°的V型塊上,三點法測量
將被測軸放置在a=120°(或108°)的V形塊上,按上述步驟3再測一輪,求出圓度誤差fd3。
步驟5:數據處理
取以上步驟2、步驟3及步驟4三次測得圓度誤差中的最大值作爲該被測軸的圓度誤差fd,。填寫測量記錄表,把測量所得的圓度誤差fd,與圓度公差td進行比較,若fd≤td,則工件合格。
在兩點法和三點法測量圓度誤差中,如果沿被測軸軸向移動表架,測量若干橫截面,所得各個截面內所有示值中最大與最小示值差之半,便是該被測軸的圓柱度誤差。




