气焊参数是怎么确定的
摘要:根据每小时可燃气体(乙炔)的消耗量来确定气焊的火焰能率大小,火焰能率的选用取决于焊件金属的厚度及其热物理性质(熔点和热导性),焊件厚度越大,焊接时需要选用的火焰能率就越大。气焊参数通常包括焊丝的成分与直径、火焰的成分与能率、焊炬的倾角、焊接方向和焊接速度等。
气焊焊接参数是气焊工保证质量的主要技术依据。气焊参数通常包括焊丝的成分与直径、火焰的成分与能率、焊炬的倾角、焊接方向和焊接速度等。
焊丝直径
应根据焊件的厚度及焊缝所在空间位置来决定焊丝直径的大小,如果焊丝直径比焊件厚度小得多,则焊接时往往会发生焊件尚未熔化而焊丝却已熔化下滴的现象。这就会造成熔合不良;相反如果焊丝直径比焊件厚度大得多,则为了使焊丝熔化就必须经较长时间的加热,从而使得焊件热影响区过大,降低了焊缝的质量。
火焰成分
焊接质量与火焰成分的关系很大,当混合气体内乙炔量过多时,会引起焊缝金属渗碳,使焊缝的硬度和脆性增加,同时还会产生气孔等缺陷;相反,混合气内氧气量过多时,会引起焊缝金属的氧化而出现脆性,使焊缝金属的强度和塑性降低。
碳化焰使用于高碳钢、硬质合金、高速钢、铸铁等;中性焰适用于低碳钢、中碳钢、低合金钢、纯铜、铝及其合金、不锈钢等;氧化焰适用于黄铜、铬镍钢、锰钢、镀锌铁板等。
火焰能率
根据每小时可燃气体(乙炔)的消耗量来确定气焊的火焰能率大小,火焰能率的选用取决于焊件金属的厚度及其热物理性质(熔点和热导性),焊件厚度越大,焊接时需要选用的火焰能率就越大。通常为了提高焊接生产率.在保证焊接质量的前提下,应尽量采用较大的火焰能率。
焊炬的倾角
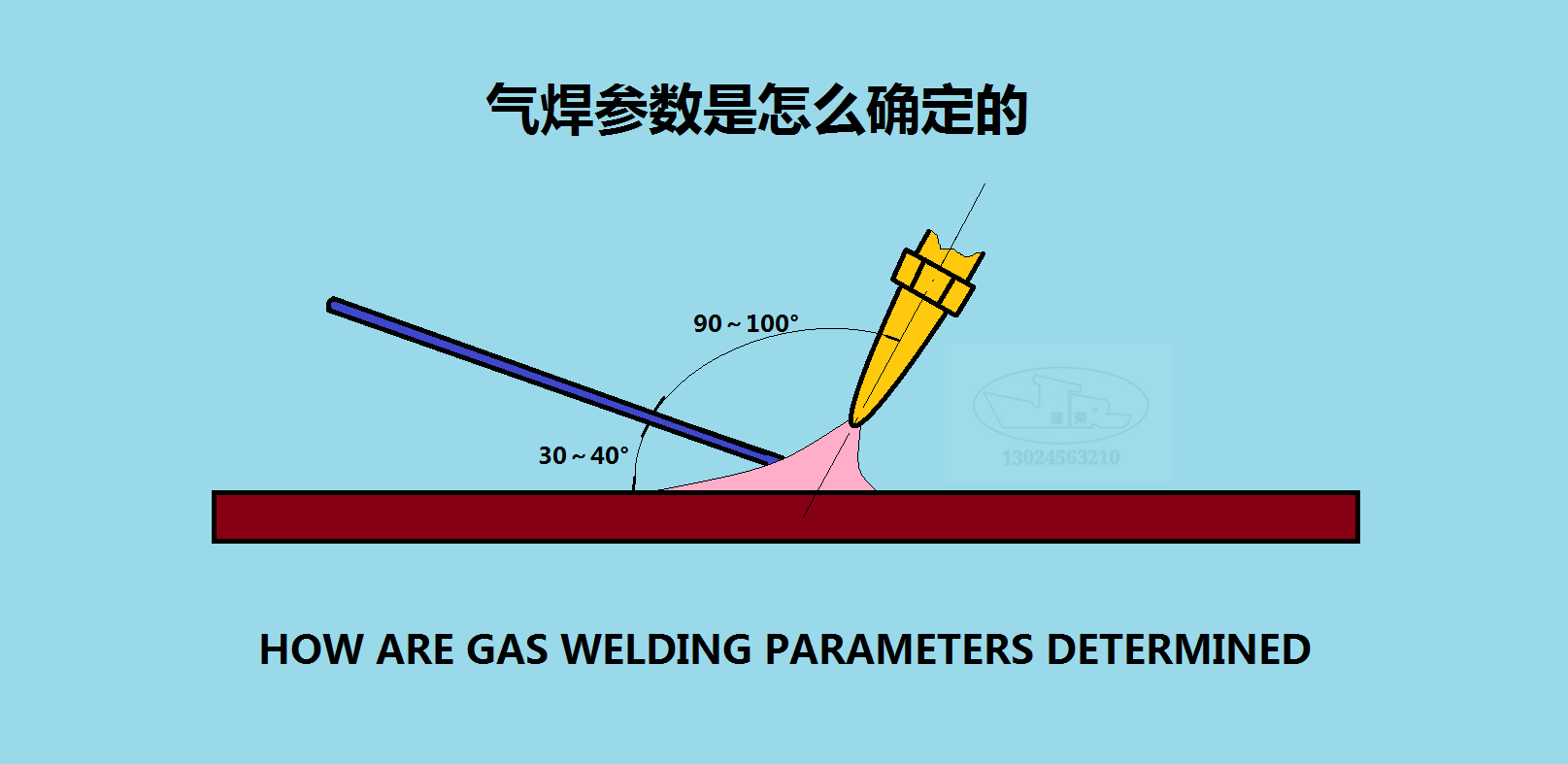
焊炬与焊件之间的夹角就是焊炬的倾角,其大小主要取决于焊件的厚度和材料的熔点以及导热性。焊件越厚,导热性和熔点越高,焊炬的倾角应越大;相反,则采用较小的倾角。
焊接速度
通常根据焊工的操作熟练程度、焊缝的位置等确定焊接速度,在保证质量的前提下,力求条焊接速度,以提高焊接生产率。
另外,气焊可以进行平焊、立焊、横焊、仰焊各种空间位置的焊接。气焊是主要采用对接接头,而角接合卷边接头只在焊接薄板时才用到,很少采用搭接和T形接头,因为这种接头会使焊件焊后产生较大的变形。在对接接头中,当厚度大于5mm时,应开坡口,应当记住,厚件只有在不得已的情况下才采用气焊,一般采用电弧焊。气焊前必须对焊件进行清理,去除焊丝及焊件接头处的油污、铁锈及水分等,以保证焊接质量。除了低碳钢和低合金钢等不需要气焊剂外,大多数金属需要使用焊剂。